



Inscriete la noutatile noastre
Livrăm gratuit în raza municipiului Chișinău comenzile ce depășesc valoarea de 500 lei.
31 Jul 2020
УДК 637.117
КОМПЛЕКСНЫЙ АНАЛИЗ АВТОМАТИЗИРОВАННЫХ ЭНЕРГОСБЕРЕГАЮЩИХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ДЛЯ ОХЛАЖДЕНИЯ МОЛОКА
Ливиу ВОЛКОНОВИЧ1, Михаил КУШНИР1, Аугустин ВОЛКОНОВИЧ2,
Александр УЧЕВАТКИН2, Наталья КУШНИР1, Викторин СЛИПЕНКИ1,
Анатол ДАЙКУ1, Онорин ВОЛКОНОВИЧ1, Александр Попа1
1 Государственный Аграрный Университет Молдовы
2 Министерство Сельского Хозяйства, Регионального Развития и Среды Республики Молдова
Abstract.
This article provides a comprehensive analysis of automated energy-saving technological processes of milk cooling. It has been established that the most effective energy-saving milk cooling systems for production lines are combined modular-type all-year-round operation systems that include natural cold receivers with
standardized multi-stage spray units and water-ice accumulators of natural and artificial cold in combination with refrigeration compressors of the vapor compression type.
Key words: Milk cooling; Energy saving technology; Electrical equipment system; Natural cold; Artificial cold; Refrigeration compressor.
Реферат.
В работе приводится комплексный анализ автоматизированных энергосберегающих технологи- ческих процессов для охлаждения молока. Установлено, что наиболее эффективными энергосберегающими системами охлаждения молока технологических линий являются комбинированные системы круглогодового действия модульного типа, включающие приемники естественного холода с унифицированными многосту- пенчатыми распылительными блоками, водо-ледяные аккумуляторы естественного и искусственного холода в сочетании с холодильно-компрессорными подзарядными агрегатами парокомпрессионного типа. Ключевые слова: Охлаждение молока; Энергосберегающие технологии; Система электрооборудова- ния; Естественный холод; Искусственный холод; Холодильно-компрессорные агрегаты.
ВВЕДЕНИЕ
Технологический процесс обработки молока и существующая система электрооборудования (СЭ) на фермах не отвечают современным требованиям по ресурсо- и энергосбере- жению, уровню автоматизации и унификации. СЭ, которая включает типовые устройствуправления серии РУС, не обеспечивает полноценную комплектацию линий нового поко- ления. Ее ограниченные функциональные возможности из-за несоответствия алгоритмов управления для 70% машин не позволяют реализовать энергосберегающие технологии, по- высить эффективность процесса обработки молока в целом и усложняет их эксплуатацию. При формировании технологических линий, охватывающих несколько десятков машин, чис- ло вариантов систем управления резко возрастает и решение задачи разработки сложной СЭвозможно лишь путем создания унифицированных низковольтных комплектных устройств(НКУ) для всей номенклатуры технологических линий. В связи с этим остро встала пробле-ма унификации электрооборудования на уровне схемных решений, элементной и конструк- тивной базы, построение СЭ по блочномодульному принципу. Это позволит значительно сократить количество типоразмеров и типоисполнений НКУ. Вместе с тем, существующий комплекс контролируемых и регулируемых параметров и технических средств не позволяетповысить уровень автоматизации энергосберегающих систем и интенсифицировать процесс
обработки молока на фермах (Мусин, А., Волконович, Л., Волконович, А. и др. 2007).
МАТЕРИАЛ И МЕТОДЫ
Для эффективного управления процессом обработки молока, необходимо иметь полную и достоверную информацию о состоянии контролируемых и регулируемых параметров звеньев линии, характеризующих технологический процесс. Это требует проведение ком- плексных исследований технологических линий как объектов управления для получения иобработки информации, необходимой для создания энергосберегающих технологических систем и разработки унифицированной СЭ и обоснования ее параметров. Продолжитель- ные производственные исследования проводились на линиях первичной обработки молока ферм c. Марамоновка и с. Цауль Дондюшанского района, с. Кэинарий-Векь Сорокского района, а также с. Выхватинцы Рыбницкого района Республики Молдова (Мусин, А., Волконович, Л. и др. 2007; Волконович, Л., Сырги, К. 2002; Мусин, А.М. 2006).
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЯ
В результате проведенных исследований энергетических характеристик и потоков линий уста- новлено, что наиболее эффективными энергосберегающими системами охлаждения молока тех- нологических линий являются комбинированные системы круглогодового действия модульного
типа, включающие приемники естественного холода с унифицированными многоступенчатыми распылительными блоками, водо-ледяные аккумуляторы естественного и искусственного холо- да в сочетании с холодильно-компрессорными подзарядными агрегатами парокомпрессионно- го типа. Результаты длительных производственных испытаний на фермах подтвердили, что посравнению с традиционным способом охлаждения молока использование разработанной ком- бинированной системы охлаждения позволяет сократить удельные затраты электроэнергии на охлаждение в холодное время до 8 раз, установленную мощность электрооборудования и хладо- производительность холодильных установок до 3.3 раз, материалоемкость аккумуляторов до 4 раз, а так же повысить аккумулирующую способность системы не менее, чем в 2.1 раза. На основе результатов исследований сформулированы требования к типоразмеру установок для охлаждения молока с использованием естественного и искусственного холода, предложены типовые технологические схемы энергосберегающих систем охлаждения и разработана обоб- щенная методика расчета и обоснования параметров и режимов работы системы охлаждения молока с использованием естественного и искусственного холода на базе установок сезонного действия (УСД), комбинированного действия (УКД) и аккумуляторов-льдохранилищ (ЛХ) (Му- син, А., Волконович, Л. и др. 2007; Мусин, А.М. 2006).
Возможность улучшения показателей и характеристик линии заложена в совершенствовании технологии, машин и оборудования. Задача СЭ заключается в том, чтобы максимально реализо- вать эти потенциальные возможности за счет улучшения взаимодействия отдельных звеньев и
повышения уровня автоматизации линии в целом. Поэтому к СЭ предъявляются повышенные требования по обеспечению и согласованию материальных потоков подачи и расхода, поддержа- нию заданных режимов с требуемым быстродействием.Для повышения качества функционирования линии и СЭ смоделированы и оценены временные режимы работы звеньев и линии в целом с последующим обоснованием алгоритмов управления и технических средств, обеспечивающих сокращение непроизводительных или трудоемких опера- ций по управлению линией. Конечная цель исследований - оценка времени и характера рабочего цикла СЭ звеньев линии в целом в их взаимосвязи. Установлено, что время работы регулируемых и нерегулируемых звеньев технологических линий, работающих по энергосберегающим техноло- гиям в рабочем цикле являются случайными величинами, распределенными по закону, близкому к нормальному. Определение и анализ характеристик величин времени проведен на основе информа- ции, полученной при проведении хронометража работы звеньев исследуемых линий. Для обеспечения автоматизированного управления разработанной системой аккумулирования
холода и охлаждения молока искусственным и естественным холодом и функционирования ли- нии в оптимальном энергетическом режиме исследованы энергетические характеристики техно- логических линий. Исследование проведено путем количественной оценки и сравнения энерге-
тических потоков и режимов работы СЭ типовой линии и линии с автоматизированной системой охлаждения молока естественным и искусственным холодом. Оценка выполнена на основании уравнений энергетического баланса технологической линии как единой системы. Анализ уравнений энергетического баланса показывает, что на типовой линии затраты энер- гии на охлаждение 1 т молока составляют 30...35 кВт·ч, при этом тепловая энергия молока не ис-пользуется. На линии с энергосберегающей технологией за счет аккумуляции холода и использо- вания тепловой энергии молока и теплоты конденсации хладоагента ХУ в сутки регенерируется в теплый период - 500, а в холодный 260 кВт·ч энергии, которая используется для нагрева воды, идущей на технологические нужды фермы. Кроме того в холодное время года использованиетолько УСД, аккумулирующих естественный холод для охлаждения молока на фермах, позволяет работать без холодильных установок в течение 4..4, 5 месяцев в году , что экономит не менее 230 кВт·ч электроэнергии в сутки. В теплое время года только за счет предварительного охлаждения молока расход энергии на его охлаждение уменьшается на 40...60%, а хладопроизводительность и установленная мощность холодильных установок в 2...2,1 раза, что позволяет сэкономить не менее 130 кВт·ч электроэнергии в сутки. В результате в теплый период года затраты энергии на охлаждение 1 т молока составляют 10...13 кВт·ч, а в холодный – 2..0...4 кВт·ч (Мусин, А., Волко- нович, Л. и др. 2007; Волконович, Л., Сырги, К. 2002; Мусин, А.М. 2006). При обосновании параметров и структуры энергосберегающих технологических линий обра- ботки молока и СЭ с целью повышения надежности процесса обработки молока, анализировался технологический ущерб от потерь молока и снижения его качества, что является одной из основ- ных составляющих экономического критерия, определяющего выбор варианта технологической системы, а также конструктивного исполнения, схемного решения, элементной базы и структуры СЭ. Анализ ожидаемого ущерба от наиболее вероятных аварийных ситуаций, вызванных отказом различных звеньев и блоков СЭ, проведен методом имитационного моделирования аварийных ситуаций и по данным хозяйств. Установлено, что к наибольшим технологическим ущербам при- водят отказы ХУ и их систем управления. Анализ отказов реально функционирующих техноло- гических звеньев линий обработки молока и СЭ показал, что для повышения надежности систем охлаждения и обработки молока целесообразно использовать системы естественного холода, ав- томатизированные регулируемые звенья и двухуровневую унифицированную СЭ, что позволяет существенно упростить структуру технологических линий и обеспечить повышение вероятности безотказной работы линий не менее, чем в 2 раза (Мусин, А., Волконович, Л. и др. 2007; Волко- нович, Л., Сырги, К. 2002). Для оценки влияния режимов работы электрооборудования на показатели качества обрабаты- ваемого молока исследовались зависимости потерь молочного жира ΔG и сортности от площади контакта с поверхностью накопительно-регулирующих емкостей (НРЕ) Sо и окружающим воз- духом Sв (рис.4) В качестве критерия сортности принималась бактериальная обсемененность молока. Исследования проведены на типовой линии, оснащенной нерегулируемыми звеньями (рис.1), и на линиях с энергосберегающей технологией, оснащенных соответственно автомати- зированными регулируемыми звеньями с дискретно-регулируемым электроприводом (рис.2) и устройством контроля и регулирования потоков (рис. 3).
.png)

Применение автоматизированных звеньев с дискретно-регулируемым электроприводом для учета и перекачки молока (рис. 2), устройства для контроля и регулирования потоков молока (рис. 3) вместо молочных весов СМИ-500 и молокоприемного бака БМ-1000 (рис.1), позволило объеди-
нить доильную установку и линию в единую поточно-транспортную систему, обрабатывать молоко в закрытом потоке изолированно от окружающего воздуха, сократить площадь контакта молока с молочным оборудованием и окружающим воздухом по сравнению с типовой линией, соответствен- но: SО с 10,04 до 0,4 м2, SВ: с 3,95 до 0,46 м2 (рис.9); SО с 10,04 до 0 м2, SВ: с 3,95 до 0 м2 (рис. 3). При этом время обработки молока за счет уменьшения емкостного запаздывания сократилось до 5 раз.
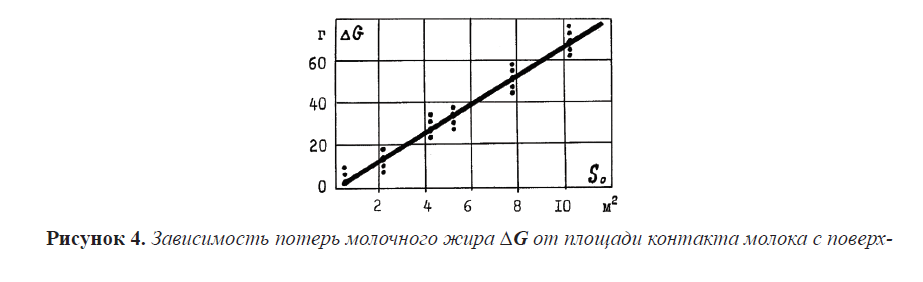
ностью молочного оборудования So (СМИ-500, БМ-1000,ОБК-250, УКРП) Зависимость потерь молочного жира ΔG от площади контакта с поверхностью оборудования и НРЕ Sо определена путем учета количества жира, оставшегося на поверхностях НРЕ. В результа- те проведенных исследований и обработки экспериментальных данных (рис.4) установлено, что между исследуемыми факторами имеется корреляционная связь и линия регрессии представляет собой прямую вида ΔG = 6,1⋅ Sо , (1) где Sо - площадь контакта молока с поверхностью НРЕ, м2. Полученное выражение позволяет определять расчетные значения потерь жира при обработке молока на линиях с различной вместимостью НРЕ. Установлено, что использование автоматизиро- ванных звеньев с дискретно-регулируемым электроприводом для учета и перекачки молока вместо нерегулируемого сокращает площадь контакта молока с НРЕ более чем в 15 раз, а потери молочного жира в среднем 50 г на 1 т обрабатываемого молока (табл.1). Применение же устройства для контроля и регулирования потока молока вместо нерегулируемого позволяет исключить НРЕ из технологиче- ского процесса (рис. 3), и обеспечить обработку его в закрытом потоке, при этом контакт молока с поверхностью НРЕ Sо и окружающим воздухом Sв по сравнению с типовой линией полностью ис- ключается. Это обеспечило полную сохранность молочного жира в процессе обработки.

Исследование влияния режимов работы автоматизированных регулируемых звеньев и площади контакта молока с молочным оборудованием So и воздухом Sв на сортность молока Вs=f(So+Sв) проведено на основании данных зоослужбы фермы. На рис. 5 приведены кривые распределения
бактериальной обсемененности обрабатываемого молока на рассматриваемых линиях. Анализ кривых и выполненные расчеты показывают, что при обработке молока на типовой технологи- ческой линии (рис. 1), количество полученного за год молока не удовлетворяющего требованиям высшего сорта, при годовом надое 1000 т, может составлять в среднем 20 т, при обработке на ли-нии, оснащенной автоматизированными звеньями с дискретно регулируемым электроприводом (рис. 2) - в среднем 10 т, при обработке же на линии, оснащенной устройством для контроля и регулирования потоков молока (рис. 3), практически все молоко сдается высшим сортом.

n – эмпирические и выравнивающие частоты нормального распределения бактериальной обсемененности молока Bs Обоснование структуры унифицированной СЭ и уровня автоматизации линий проведено на основе разработанной математической модели, предусматривающей моделирование и анализ
структуры затрат рабочего времени оператора на управление линией и рассматривающей ее как единую систему оператор – технологическая линия – СЭ. Исследовались варианты формиро- вания технологических линий одно и двухуровневой СЭ . Централизованной системой дистанци-
онного контроля и управления осуществляется контроль и регулирование уровней и температуры молока, атмосферного воздуха, воды и хладоносителя, кратности расходов и объемов хладоноси- теля и молока, времени охлаждения и аккумуляции холода, перемешивания молока в резервуарах молока и хладоносителя в АХ, а также аварийная сигнализация, оповещающая о переполнении емкостей, отказе холодильного и насосного оборудования, отклонении температуры охлаждения молока, воды и хладоносителя Затраты рабочего времени оператора на управление линией определены из циклограмм ра- боты оборудования и пооперационного хронометража работы оператора в процессе обработки молока. Обоснование структуры затрат рабочего времени оператора на управление всей линией m[Tл] проведено по выражению
.png)
Анализ суммарных затрат рабочего времени на управление линий с одноуровневой струк- турой СЭ показывает, что коэффициент использования рабочего времени составляет лишь 26%, а коэффициенты непроизводительных затрат kн и kп соответственно составляют 45 и 25% (табл.2). Установлено, что одноуровневая структура СЭ не позволяет избежать много- кратных переходов Tп от одного звена к другому. Удаленность НКУ отдельных звеньев друг от друга практически исключает возможность непосредственного контроля за ходом процесса обработки на линии и требует постоянного присутствия оператора. Оператор вынужден регу- лярно обходить все звенья, осуществляя постоянный контроль за функционированием. Кроме того, последовательные переходы Tп и наблюдения Tн за работой звеньев линии исключают возможность своевременного обнаружения аварийных ситуаций, что неизбежно приводит к потере молока или снижению его качества. Проведенными исследованиями установлено что, для повышения коэффициента использова- ния рабочего времени, и соответственно для снижения коэффициентов не производительных за- трат kн и kп, целесообразно использовать двухуровневую СЭ, состоящую из централизованной системы дистанционного контроля, регулирования и управления (ЦУДКУ), расположенного на втором уровне управления, обеспечивающего контроль, регулирование и управление процессом
обработки молока в автоматическом режиме, а также возможность вмешательства оператора в аварийных ситуациях. При этом, НКУ первого уровня обеспечивают местное управление звенья- ми в пусконаладочном, ручном, автоматическом и аварийном режимах. Анализ структуры затрат рабочего времени оператора на управление линией с двухуровневой СЭ показывает, что затраты рабочего времени сократились: на наблюдения - в 3,3 раза; на управ- ление - в 1,3 раза; на переходы - в 1,96 раза. Суммарные затраты рабочего времени оператора на управление линией сократились в 2,0 раза, а уровень автоматизации повысился на 50%. Проведенные исследования технологических линий обработки молока как объектов управле- ния, позволили обосновать и сформировать требуемый комплекс контролируемых и регулируе- мых параметров процесса обработки молока, необходимый для создания эффективных техниче- ских средств и разработки унифицированной СЭ, обеспечивающей комплексную автоматизацию процесса обработки молока при соблюдении требований к его качеству, а также энергетическим, экологическим и эксплуатационным характеристикам технологических линий нового поколения (Волконович, Л., Сырги, К. 2002; Мусин, А.М. 2006).
.png)
ЦУДКУ – централизованное устройство дистанционного контроля и управления; НКУ 1 – блок управления (БУ)электро- приводом молочного насоса воздухоразделителя (I); НКУ 2 – БУ электроприводом устройства для учета и перекачки молока (II); НКУ 3 – БУ электроприводами системы выработки холода : насоса хладоносителя (III), насоса системы охлаждения конденсатора (IV), компрессора (V), аккумулятором естественного и искусственного холода (VI); НКУ 4 – БУ электрообору- дованием резервуара для хранения молока (VII); НКУ 5 – БУ электроводонагревателем (VIII); НКУ 6 – БУ электроприводом молочного насоса системы выдачи молока с фермы (IX); НКУ 7 – БУ электроприводом насоса установки для циркуляцион- ной промывки молокопроводных систем (X); 1 – субблок системы управления электроприводами (ССУЭ) молочного на- соса воздухоразделителя или молочного насоса; 2 – субблок системы контроля (ССК) сигнала датчика верхнего уровня молока; 3 – ССК аварийной сигнализации отклонения параметров от заданных пределов; 4 - субблок системы учета молока; 5 – субблок системы защиты, управления и контроля параметров холодильных установок; 6 – субблок систе- мы аварийной сигнализации и блокировки электроприводов холодильных установок; 7– ССУЭ насоса хладоносителя; 8 – ССУЭ насоса системы охлаждения конденсатора холодильных установок; 9 – ССУЭ компрессора; 10 – ССУЭ аккумулятора естественного и искусственного холода; 11 – ССУЭ перемешивающего устройства резервуаров молока; 12 – субблок системы программного управления перемешивающим устройством резервуаров молока; 13 – ССУЭ нагревательного элемента электроводонагревателя; 14 – ССК сигнала датчиков температуры или уровня молока; 15 – ССУЭ молочного насоса выдачи молока с фермы и установки для безразборной мойки оборудования.
ВЫВОДЫ
Технологические линии обработки молока и система электрооборудования (СЭ) на фермах не отвечают современным требованиям по энергетическим характеристикам, уровню автомати- зации и унификации. Существующий комплекс контролируемых и регулируемых параметров и
технических средств процесса обработки, отсутствие данных о влиянии параметров и режимов работы звеньев на показатели качества молока, энергетические, экологические и эксплуатацион- ные характеристики линий не позволяют обосновать и формировать автоматизированные энер- госберегающие системы и интенсифицировать технологический процесс обработки молока на фермах. Это объясняется отсутствием методологии исследования технологических линий как объектов управления и методов синтеза автоматизированных энергосберегающих систем и СЭ,
позволяющих учесть все многообразие сложных взаимосвязей между звеньями линии и СЭ в процессе функционирования. Структуры технологических линий обработки молока существенно отличаются друг от друга и зависят от случайных, изменяющихся во времени факторов: от продуктивности коров, принятой технологии, архитектурно-планировочных решений, санитарно-гигиенических условий, географии расположения фермы. Анализ основных режимов функционирования звеньев технологических ли- ний обработки молока показал, что повышение уровней автоматизации и унификации при сниже-
нии энергоемкости и трудоемкости его обработки, может быть достигнуто путем функционально- структурной организации линий по модульному принципу внедрения принципиально новыхавтоматизированных технических средств, энергосберегающих технологий, использующих есте-
ственный холод воздуха и воды и создания унифицированной установки СЭ с гибкой иерархиче- ской структурой и с возможностью перестройки их при изменении технологических задач. Установлено, что применение разработанных энергосберегающих технологий, технических средств и унифицированной СЭ в технологических линиях позволяет: — обеспечить интенсификацию процесса обработки молока на фермах и улучшение показа- телей по всем видам оценок: технологической, энергетической, экологической, качественной и
эксплуатационной; — сократить потери молочного жира на 0,15 т, требуемую производственную площадь и ме- таллоемкость оборудования для приема и учета молока за счет применения регулируемых зве- ньев не менее чем на 80%;— на 40% сократить затраты рабочего времени оператора на управление и эксплуатацию ли- нией за счет повышения уровня автоматизации таких операций как учет молока, регулирование технологических потоков, управление, контроль и регулирование функционированием звеньев в процессе обработки молока и аккумулирования холода; —сократить удельные затраты электроэнергии на охлаждение молока в холодное время года не менее чем в 8 раз, установленную мощность электрооборудования и хладопроизводительность холодильных установок не менее чем в 3.3 раза, материалоемкость аккумуляторов естественного
и искусственного холода не менее чем в 5 раз;
— повысить аккумулирующую способность системы охлаждения не менее чем в 2.1 раза;
— снизить суммарные затраты на электроэнергию не менее чем в 2,5 раза;
— повысить уровень автоматизации системы не менее чем на 40%.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. МУСИН, А., ВОЛКОНОВИЧ, Л., ВОЛКОНОВИЧ, А. и др. (2007). Автоматизация ресурсосберегаю- щих технологических процессов в сельском хозяйстве. Кишинев. 341 с.
2. ВОЛКОНОВИЧ, Л., СЫРГИ, К. (2002). Энергосберегающие, экологические системы естественного холода для хранения пищевых продуктов. Кишинев. 334 с. ISBN 9975-62-078-7.
3. МУСИН, А.М. (2002). Оптимизация автоматизированных технологических линий животноводства. В: Механизация и автоматизация технологических процессов в животноводстве: Сборник научных тру- дов ВНИИМЖ, Том 5, часть 2, Подольск: ВНИИМЖ.
Data prezentării articolului: 29. 09.2017
Data acceptării articolului: 27.10.2017
Apr
05
Наиболее распространенными формами воспаления молочной железы у коров являются острые серозное и гнойно-катаральное. Заболевание коров маститами сопровождаются большим материальным ущербом, который складывается из потерь от снижения молочной продуктивности, увеличения заболеваемости молодняка, преждевременной выбраковки высокопродуктивных животных из-за атрофии четвертей вымени, а также денежных затрат на лечение и профилактику [2, 6].
Oct
11
Систематический генетический мониторинг в популяциях позволяет контролировать уровеньгенетического разнообразия, использовать возможности маркерной селекции, включая оценку внутрипо-родной дифференциации, формирование оптимальной генеалогической структуры и селекцию на гетеро- зис. В статье приводится информация о генетической структуре популяций белорусских черно-пестрых коров в локусах лактопротеинов CSN3, LALBA, BLG. В двух хозяйствах, в локусах LALBA, BLG наиболее часто встречаемым – от 42% до 51% является гетерозиготный генотип АВ. В локусе CSN3 преимуществом обладали гомозиготы АА (65 % – 72 %).Аллели имели
Sep
02
В статье представлен новый минеральный концентрат, изготовленный специальным способом из костной ткани сельскохозяйственных животных. Минеральный концентрат представляет собой концентрированный источник кальция и фосфора и является альтернативой трикальцийфосфату. Для изучения химического состава и степени варьирования показателей содержания кальция и фосфора, были проведены испытания образцов отобранных от семнадцати опытных партий минерального концентрата. Лабораторные исследования показали, что более 70% из проанализированных образцов содержали кальций в диапазоне 380-420 г/кг и фосфор – в диапазоне 120-163 г/кг. Установлено, что в минеральном концентрате
Dec
16
Эффективное сохранение зернофуража повышенной влажности является важной проблемой кормопроизводства, особенно в Карпатском регионе Украины, климатические условия которого отличаются чрезмерной увлажненностью. Существующие способы хранения влажного зерна экономически не оправданы из-за высокой стоимости энергоносителей. Задачей исследований было усовершенствование процессов консервирования зернофуража повышенной влажности
Inscriete la noutatile noastre